










先ず『穴』の特性である『不透明』が、高精度を要求されているにもかかわらず、とかく大目に見られてきたのは穴加工の難易度が非常に高く、工作機械の精度が『穴』の加工精度に結び付かないからであります。機械精度を加工精度に正確に伝える役目をするのはバニシングツール以外にありません。
従来穴加工の工法観念は荒加工工程・中仕上工程・上仕上工程と分けて加工する工法が常識とされていたものを荒・中仕上工程を省きワン工程で完全に穴加工ができるのがこのバニシングツールです。


従来から知られる直溝ドリルでは、切削油は真直な溝を伝わって流れよく刃先に注がれるために、一般的に広く使用されている、つるまき溝を設けたツイストドリル(ねじれ錐)よりもうまく注油することができるが、排出される切り屑で切削油の流れが妨げられるため、切刃に対し必要十分に注油できなくなることがある。このために切刃の受ける摩擦が大きくなって熱を持ち、切れ味が落ちて切削速度が低下し、さらには摩耗して長時間の使用に耐えなくなっていた。
ニューバニシングドリル/リーマは切削屑排出溝と、これと別位置に設けた注油溝により、切り屑に妨げられることなく切刃に対し切削油を必要十分に供給することができるから、切刃の摩擦を軽減して加熱することなく切れ味よく切削を続けることができる。
ニューバニシングドリル/リーマは切削屑排出溝と、これと別位置に設けた注油溝により、切り屑に妨げられることなく切刃に対し切削油を必要十分に供給することができるから、切刃の摩擦を軽減して加熱することなく切れ味よく切削を続けることができる。
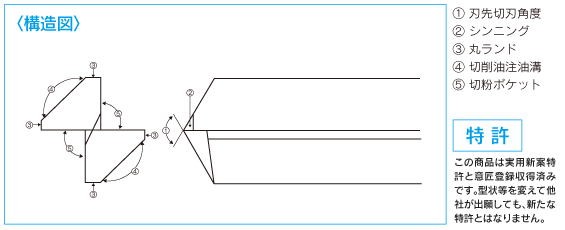
構造
先端が円錐状をなすロッドの周面に、先端開口部に切刃を有するV型の切屑排出溝を180°位置を違えて形成した直溝ドリルにおいて、切屑排出溝と同様の注油溝を該一対の切屑排出溝の間に形成し、この注油溝の先端開口部には切刃を設けていない。
詳細な説明
ロッドの周辺に180°位置を違えてV型の縦溝を形成し、該溝の先端部に切刃を設けて切屑排出溝とした直溝の改良構造に関し、詳述すれば一対の切屑排出溝の間に切削油の注油溝を設けたことを特徴とするものである。

